
پيداوار


SUS304/ ٽيفلون ڪوٽنگ ڪنسٽريڪ ريڊيسر
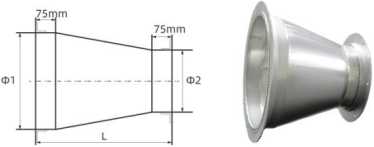

| آرٽيڪل نمبر. | قطر (ايم ايم) | قطر (ايم ايم) | ڊگھائي (ايم ايم) | ٿولهه (mm) |
| ري-0100 | 100 |
|
| 0.8 (يا ڪسٽمر جي درخواست) |
| ري-0150 | 150 |
|
| 0.8 (يا ڪسٽمر جي درخواست) |
| ري-0200 | 200 |
|
| 0.8 (يا ڪسٽمر جي درخواست) |
| ري-0250 | 250 |
|
| 0.8 (يا ڪسٽمر جي درخواست) |
| ري-0300 | 300 |
|
| 0.8 (يا ڪسٽمر جي درخواست) |
| ري-0350 | 350 |
|
| 0.8 (يا ڪسٽمر جي درخواست) |
| ري-0400 | 400 |
|
| 1.0 (يا ڪسٽمر جي درخواست) |
| ري-0450 | 450 |
|
| 1.0 (يا ڪسٽمر جي درخواست) |
| ري-0500 | 500 |
|
| 1.0 (يا ڪسٽمر جي درخواست) |
| ري-0550 | 550 |
|
| 1.0 (يا ڪسٽمر جي درخواست) |
| ري-0600 | 600 |
|
| 1.0 (يا ڪسٽمر جي درخواست) |
| ري-0650 | 650 |
|
| 1.0 (يا ڪسٽمر جي درخواست) |
| ري-0700 | 700 |
|
| 1.2 (يا ڪسٽمر جي درخواست) |
| ري-0750 | 750 |
|
| 1.2 (يا ڪسٽمر جي درخواست) |
| ري-0800 | 800 |
| La01-O>2+150 | 1.2 (يا ڪسٽمر جي درخواست) |
| ري-0850 | 850 | <01 | or | 1.2 (يا ڪسٽمر جي درخواست) |
| ري-0900 | 900 | ① 1 کان ننڍو | ڪسٽمر جي ضرورتن مطابق ترتيب | 1.2 (يا ڪسٽمر جي درخواست) |
| ري-0950 | 950 |
| ڪسٽمر جي درخواست | 1.2 (يا ڪسٽمر جي درخواست) |
| RE-1000 | 1000 |
|
| 1.5 (يا ڪسٽمر جي درخواست) |
| RE-1100 | 1100 |
|
| 1.5 (يا ڪسٽمر جي درخواست) |
| RE-1200 | 1200 |
|
| 1.5 (يا ڪسٽمر جي درخواست) |
| RE-1300 | 1300 |
|
| 1.5 (يا ڪسٽمر جي درخواست) |
| RE-1400 | 1400 |
|
| 1.5 (يا ڪسٽمر جي درخواست) |
| RE-1500 | 1500 |
|
| 1.5 (يا ڪسٽمر جي درخواست) |
| RE-1600 | 1600 |
|
| 1.5 (يا ڪسٽمر جي درخواست) |
| RE-1700 | 1700 |
|
| 2.0 (يا ڪسٽمر جي درخواست) |
| RE-1800 | 1800 |
|
| 2.0 (يا ڪسٽمر جي درخواست) |
| RE-1900 | 1900 |
|
| 2.0 (يا ڪسٽمر جي درخواست) |
| RE-2000 | 2000 |
|
| 2.0 (يا ڪسٽمر جي درخواست) |
| RE-2500 | 2500 |
|
| 2.5 (يا ڪسٽمر جي درخواست) |
| RE-3000 | 3000 |
|
| 2.5 (يا ڪسٽمر جي درخواست) |
| ري-3600 | 3600 |
|
| 2.5 (يا ڪسٽمر جي درخواست) |
نوٽ:
2000mm کان وڌيڪ ڊڪٽ قطر درخواست تي موجود آهي.
ڊڪٽ جي ٿلهي SMACNA "گول صنعتي ڊڪٽ تعميراتي معيارن تي ٺهيل آهي ** ڪلاس 1 ۽ 5 پريشر -2500Pa (-10 in.wg) تي . ۽ اهو پڻ تبديل ڪري سگهجي ٿو صارف جي درخواست تي.
1. ايئر ڊڪٽ جو حصو جيڪو رنگ ڪيو وڃي (پائپ اندر فلانج جي مٿاڇري سميت) لازمي طور تي سينڊ بلاسٽنگ ٿيڻ گهرجي، سينڊ بلاسٽنگ جي خرابي کي 3.0 G/S76، 40μm يا وڌيڪ، ۽ ٻاهران باقي ريل جي ذرڙن ۽ ڌاتو جي مٽي کي پورو ڪرڻ گهرجي. پائپ کي sandblasting کان پوء هٽايو وڃي.پڪ ڪريو ته ڇا ڊڪٽ ورڪ جي مٿاڇري صاف آهي ۽ ورڪ پيس ايلومينيم ورق سان ڍڪيل آهي.
2. پائپ جي فِٽنگس کي ڪوٽنگ روم ۾ ڇڪيو، پينٽنگ شروع ڪريو، اليڪٽررو اسٽيٽڪ پائوڊر ڪوٽنگ مشين ۽ وڌايل اسپري گن ٽيوب سان اسپري ڪريو، 15 ~ 20 منٽن لاءِ خام مال جي خاصيتن جي مطابق سنٽرنگ جي وقت کي اعتدال سان ترتيب ڏيو، ۽ سينٽرنگ جي درجه حرارت جي حد آهي. 285° ~ 300°C
3.100٪ ڪل معيار جي چڪاس (فلم ٿلهي جو پتو لڳائڻ، پن هول جو پتو لڳائڻ)، فلم ٿلهي ٽيسٽر سان گڏ ڪوٽنگ فلم جي ٿلهي کي ڳولڻ لاء.فلم جي ٿولهه 260 ± 30 μm آهي.هڪ پن هول ڊيڪٽر استعمال ڪيو ويندو آهي اهو معلوم ڪرڻ لاءِ ته ڇا ڪوٽنگ ۾ پن هول آهن.معياري پتو لڳائڻ واري وولٽيج کي 2.5KV تي ترتيب ڏيو، جيڪڏھن اتي سوئي آھن جن کي مرمت ڪرڻ يا ٻيهر ڪم ڪرڻ جي ضرورت آھي.فلم جي ٿلهي ۽ پن هول ٽيسٽ جا نتيجا معيار جي چڪاس کان پوءِ ”ڊڪٽ ڪوٽنگ ڪوالٽي انسپيڪشن فارم“ ۾ درج ڪيا وڃن.
2000mm مٿان 4.Duct قطر درخواست تي موجود آهي.ڊڪٽ ٿلهي SMACNA تي ٺهيل آهي.۽ ان کي به ڪسٽمر جي درخواست طور تبديل ڪري سگهجي ٿو.









